












 当前位置:
当前位置:




山东中航泰达复合材料有限公司
联系人:陈经理:13395365635
联系人:张经理:13905360936
电 话:0536-6217224
地址:山东省诸城市高新技术产业园
(密州东路与芦河大道交叉口东400米路南)
24小时咨询热线
Infomation
 咨询电话:13395365635
咨询电话:13395365635
 2019-10-30
2019-10-30

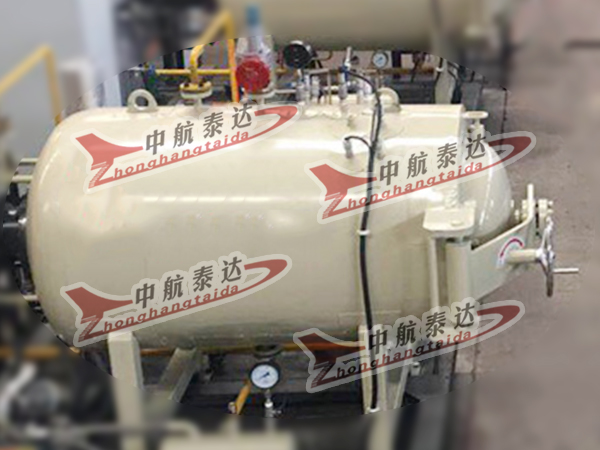
热压罐固化工艺过程分哪些阶段?下面是小编帮大家整理热压罐固化工艺以及每个阶段的技术要点说明如下:
1.升温阶段。要选择合理的升温速度,对于大制件,升温要慢,使整个制件受热均匀,2℃/min是常用的升温速率。这个阶段主要用真空压力,视情况可施加一 定压力。
2.吸胶阶段。实际上是一个中间保温阶段,对不同的树脂基体,保持的温度和时间有所不同,此阶段的主要日的是使树脂熔化,浸渍纤维,除去挥发物,并且使 树腊逐步固化至凝胶状态。此阶段的成型压力为全压的1/3 ~1/2。使部分树脂流出,保证制件最后的树脂含量符合设计要求。
3.继续升温阶段。经过吸胶阶段后,树脂基体己成半固化状态,溶剂和低分子量挥发物充分排出,将温度升华固化温度。热固性树脂的固化反感是放热反应,固 化过程中有热量放出,如升温速度过快,使固化反应速度急剧加快,热量集中地大量放出,将导致材料局部被烧坏,这种现象称为爆聚,必须避免。
4.保温热压阶段。此时的温度是树脂固化的温度,树脂基体进一步固化,这一阶段要加全压,目的是使树脂在继续固化过程中,层片之间充分压实。从加全压到 整个热压结束,称为热压阶段。而从达到指定的热压罐固化工艺热压温度到热压结束的时间,称为恒温时间。热压阶段的温度、压力和恒温时间,是成型过程中的重要工艺参数 ,必须根据所用树腊基体的配方严格控制。
5.冷却阶段。在一定保压的情况下,采取自然冷却或者强制冷却到一定温度或室温,然后卸压,取也产品。冷却时间过短,容易使产品产生翘曲、开裂等现象, 冷却时间过长,对制品质量无明显帮助,但会使生产周期拉长。
热压罐固化工艺现在仍然桉大量用来制造高端复合材料,但设备投资大,成本较高。为了降低制造成本,提高生产效率,一种新的成型技术得到开发,这就 是热压罐固化工艺的共固化整体成型技术。
| 上一条:热压罐软件介绍 | 下一条:热压罐选型 |
网站地图 网站地图 备案号:鲁ICP备16010105号-2 ![]()
![]()
