












 当前位置:
当前位置:




山东中航泰达复合材料有限公司
联系人:陈经理:13395365635
联系人:张经理:13905360936
电 话:0536-6217224
地址:山东省诸城市高新技术产业园
(密州东路与芦河大道交叉口东400米路南)
24小时咨询热线
Infomation
 咨询电话:13395365635
咨询电话:13395365635
 2020-5-30
2020-5-30
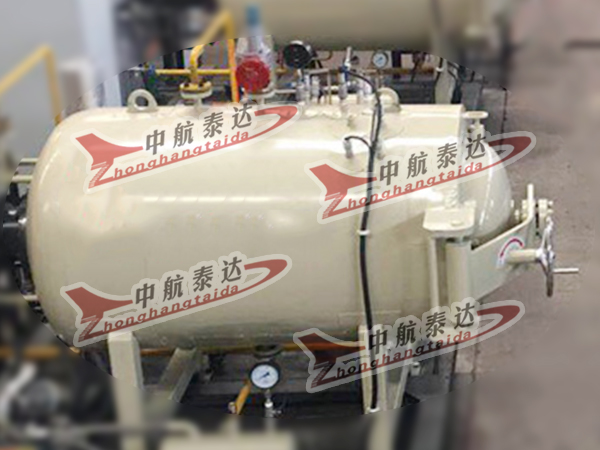
近日,经中航泰达全体员工协力合作,又一客户订制复合材料热压罐制作竣工,并于今晨整装发车,目前正在运输途中。

φ1500*4000复合材料热压罐整装待发
本方案热压罐采用液压侧开门形式,管路采用集成形式、结构紧凑、节省空间、安装维护、系统采用上位机(计算机)+西门子PLC全自动控制方式。可设置多套热压程序和升温段、升压段,最大限度满足客户的产品性能需要。复合材料热压罐可用于金属/非金属胶接构件和树脂基高强度玻璃纤维、碳纤维、硼纤维、芳纶纤维等复合材料制品。如飞机舱门、整流罩、机载雷达罩,支架、机翼、尾翼等。现将部分参数公示如下:
有效工作直径:φ1500 mm
有效工作长度:φ4000 mm
设计温度: 260℃
工作温度: 250℃
设计压力: 1.6Mpa;
工作压力: 1.5MPa
加热方式:不锈钢加热管加热;
升温速率(空载):0.5~3.0℃/min 连续可调;
冷却方式:制冷机,循环水冷却:
降温速率(空载): 0.3℃/min~1.5℃/min(空载)连续可调;
温度控制误差:±1.5℃(室温~200℃)
温度均匀性:无负空载时为±2℃(测量标准为:保温点10-15分钟以后,加压时间段除外)
抽真空形式:抽测分离
抽真空管路:抽真空管路8路,测真空8路。
真空度:≤-0.098MPa
加压方式:压缩空气
升压速率: 0~0.1Mpa(连续可调)
降压速率: 0~0.1Mpa(连续可调)
压强控制精度:±0.02MPa;
噪声要求:热压罐装置运行噪声<75分贝,排气口设置消声器
循环系统: 风机循环
设备保温:内保温,碳纤维热压罐罐壁平均温度与环境温差不大于40℃(罐门及局部过桥部分除外)
设备设计标准: GB150-2011《压力容器》
容器检验标准: 国家标准GB150-2011和TSG21-2016《固定式压力容器安全技术监察规程》、NB/T 47042-2014《卧式容器》
设备设计使用寿命: 15年

当前,复合材料技术发展很快,树脂的固化特性越来约优化,对于尺寸小要求低复合材料部件,随着“始加压”树脂的推广,工艺简化,对于热压罐控制系统的要求降低了。但是对尺寸较大的,较复杂精细的,特种功能树脂等中高端领域,要实现工艺目标,仍然要求很强的控制功能。
针对复合材料构件的批量化生产,固化过程是控制复合材料构件质量稳定性的关键工序,保证每个批次的产品在基本一致的固化条件下完成固化,是保证质量一致性的重要手段,这就对热压罐的控制软件的自动化水平提出了很高要求,“免人工介入”实现全程自动化,相同工况下的工艺一致性是重要的控制功能要求。
综上所述,虽然热压罐系统的主要控制参数只有温度、压力、真空。但是结合到复合材料的工艺特性,尤其是要实现自动化完成复合材料固化过程,控制软件的功能要求就很高,软件开发技术人员群体需要对复合材料工艺特性具备较深度的认识。
山东中航泰达全体员工诚邀各界人士莅临参观指导,热忱希望与新老朋友密切合作,携手奋进、共展宏图。
| 上一条:防护装甲类热压罐发货 | 下一条:碳纤维热压罐|φ3500*6000mm大型设备如期发货! |
网站地图 网站地图 备案号:鲁ICP备16010105号-2 ![]()
![]()
